анодирование алюминия
Добавлено: Чт июн 14, 2012 10:43 am
Решил вот решил выложить статейку, откудова взятую нипомню, надеюсь пригодится вам.
Обычно анодируют.
Из Википедий узнаём что: Анодирование сплавов — электрохимический процесс получения защитной или декоративной пленки на поверхности различных сплавов (алюминиевых, магниевых, титановых). Напр., при анодировании алюминиевых сплавов деталь погружают в кислый электролит (H2SO4, Н2СrO4) и соединяют с положительным полюсом источника тока; выделяющийся при этом кислород взаимодействует с алюминием, образуя на его поверхности оксидную плёнку (от меня: и микропоры).
Ну что же- попробовал и я. Получилось довольно красиво. Данная технология Вам пригодится при покраске ручек, радиаторов, корпусов и прочих изделий из алюминия..

Что понадобится?
И так- нам надо следующее: анодируемую деталь (Д16Т), аккумуляторный электролит, воду, ванночку, краситель ткани (аннилиновый), свинцовые пластины и блок питания на напряжение 10-15в и ток 1-1.5А.
(Работу проводить в хорошо проветриваемом помещений!!! )
1) Смешываем в ванночке раствор электролита и воды в пропорциях 50: 50. Помним- сначала вода а потом кислота. В противном случае может развится бурная реакция и кислота может выплеснутся. (Очень желательно работать в резиновых перчатках!!!)
2) Тщательно промываем деталь мылом и водой.

Желательно потом деталь нетрогать руками- жир может негативно повлиять на процесс анодирования. Одеваите резиновые перчатки (следующее фото имеет только информативное значение) Соединяем алюминевую деталь с электродом из аллюминия. Соединение должно иметь хорошый контакт между деталю и электродом.

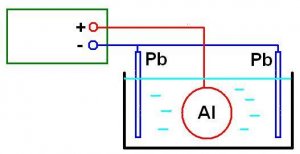
3) Соединяем вместе две пластины из свинца, к ним в свою очередь минус от блока питания и опускаем в ванночку. К детали как Вы уже догадались цепляем плюсовый провод блока питания и тоже в ванночку между катодами из свинца. Плотность тока обычно принимают 10-20 мА/см2 при напряжении 10-15 В.
Включаем блок. Возле катодов и анода должно появится много маленьких пузырьков. Если же слишно шипение то это указывает на плохой контакт между деталю и элетродом. Вынимаем ее из электролита, промываем в холодной воде и исправляем ошибку.

Ну а если всё нормально то оставляем деталь „булькать” на 30-60мин в зависимости от ее размеров. Во время процесса электролиза на поверхности детали открывается микропоры. При этом раствор иногда нагревается а микропоры при нагреве начинают закрыватся- тогда надо ванночку положить в другую ванну с водой которая и будет охлаждать электролит. Ну а пока деталь там „плавает” приготавливаем аннилиновый краситель. Размешиваем краситель в горячей воде. И пусть остывает...
После окончания процесса деталька становится слегка матовая- готова к покраске.
4) Вынимаем деталь из ванночки и промываем в холодной воде (помните что горячая закрывает поры в алюминие). Далее опускаем в краситель на 5-10мин. Поры впитывают краску. Чем дольше деталь в краске-тем темнее тон.

5) После красителя деталь надо опустить на 10 мин в кипящей воде. Немного краски растворится но это нормально.
6) И вот что получилось...

можно не плохо мотоцикл прокачать)
Обычно анодируют.
Из Википедий узнаём что: Анодирование сплавов — электрохимический процесс получения защитной или декоративной пленки на поверхности различных сплавов (алюминиевых, магниевых, титановых). Напр., при анодировании алюминиевых сплавов деталь погружают в кислый электролит (H2SO4, Н2СrO4) и соединяют с положительным полюсом источника тока; выделяющийся при этом кислород взаимодействует с алюминием, образуя на его поверхности оксидную плёнку (от меня: и микропоры).
Ну что же- попробовал и я. Получилось довольно красиво. Данная технология Вам пригодится при покраске ручек, радиаторов, корпусов и прочих изделий из алюминия..
Что понадобится?
И так- нам надо следующее: анодируемую деталь (Д16Т), аккумуляторный электролит, воду, ванночку, краситель ткани (аннилиновый), свинцовые пластины и блок питания на напряжение 10-15в и ток 1-1.5А.
(Работу проводить в хорошо проветриваемом помещений!!! )
1) Смешываем в ванночке раствор электролита и воды в пропорциях 50: 50. Помним- сначала вода а потом кислота. В противном случае может развится бурная реакция и кислота может выплеснутся. (Очень желательно работать в резиновых перчатках!!!)
2) Тщательно промываем деталь мылом и водой.
Желательно потом деталь нетрогать руками- жир может негативно повлиять на процесс анодирования. Одеваите резиновые перчатки (следующее фото имеет только информативное значение) Соединяем алюминевую деталь с электродом из аллюминия. Соединение должно иметь хорошый контакт между деталю и электродом.
3) Соединяем вместе две пластины из свинца, к ним в свою очередь минус от блока питания и опускаем в ванночку. К детали как Вы уже догадались цепляем плюсовый провод блока питания и тоже в ванночку между катодами из свинца. Плотность тока обычно принимают 10-20 мА/см2 при напряжении 10-15 В.
Включаем блок. Возле катодов и анода должно появится много маленьких пузырьков. Если же слишно шипение то это указывает на плохой контакт между деталю и элетродом. Вынимаем ее из электролита, промываем в холодной воде и исправляем ошибку.
Ну а если всё нормально то оставляем деталь „булькать” на 30-60мин в зависимости от ее размеров. Во время процесса электролиза на поверхности детали открывается микропоры. При этом раствор иногда нагревается а микропоры при нагреве начинают закрыватся- тогда надо ванночку положить в другую ванну с водой которая и будет охлаждать электролит. Ну а пока деталь там „плавает” приготавливаем аннилиновый краситель. Размешиваем краситель в горячей воде. И пусть остывает...
После окончания процесса деталька становится слегка матовая- готова к покраске.
4) Вынимаем деталь из ванночки и промываем в холодной воде (помните что горячая закрывает поры в алюминие). Далее опускаем в краситель на 5-10мин. Поры впитывают краску. Чем дольше деталь в краске-тем темнее тон.
5) После красителя деталь надо опустить на 10 мин в кипящей воде. Немного краски растворится но это нормально.
6) И вот что получилось...
можно не плохо мотоцикл прокачать)